





中山汽車模具激光表面硬化
廣州泰格激光技術(shù)有限公司
經(jīng)營(yíng)模式:生產(chǎn)加工
地址:廣州市黃埔區(qū)創(chuàng)業(yè)路16號(hào)中航C座二層
主營(yíng):激光淬火加工,激光熔覆加工,激光淬火設(shè)備,激光熔覆設(shè)備
業(yè)務(wù)熱線:020-82369849
QQ:2725080801
產(chǎn)品詳情 聯(lián)系方式
產(chǎn)品品牌:泰格激光技術(shù)
供貨總量:不限
價(jià)格說(shuō)明:議定
包裝說(shuō)明:不限
物流說(shuō)明:貨運(yùn)及物流
交貨說(shuō)明:按訂單
有效期至:長(zhǎng)期有效
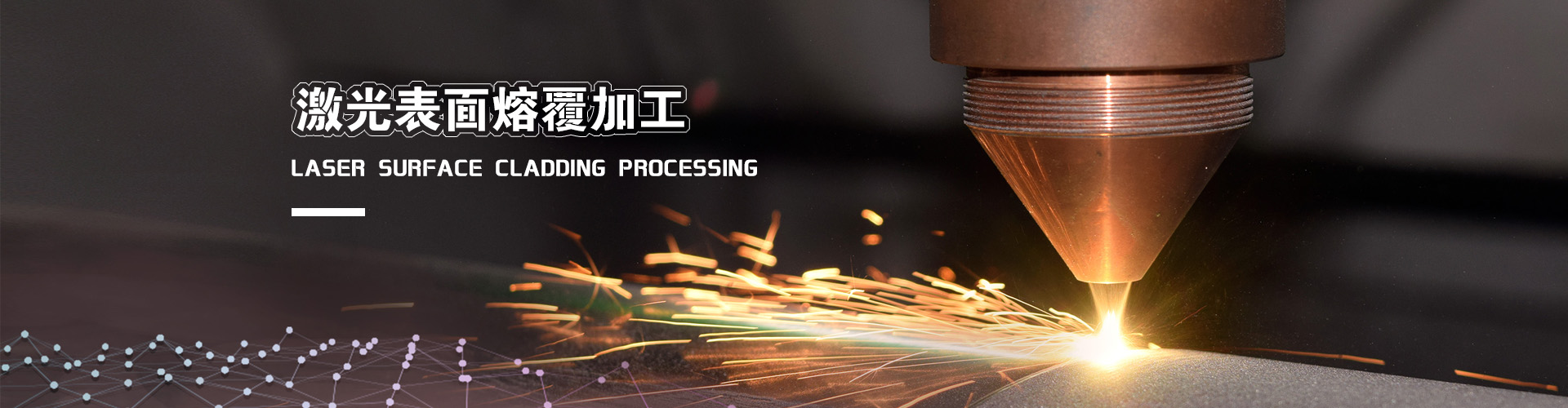
泰格激光技術(shù)——汽車模具激光表面硬化
模具鋼噴射淬火法
大型復(fù)雜特別是厚薄差大的工件和模具鋼,為使冷卻均勻避免過(guò)大的淬火應(yīng)力,控制好冷卻過(guò)程不同階段不同部位的冷速的方法。有噴液(水或水溶液),噴霧(壓縮空氣和水經(jīng)霧化噴射到零件不同部位),氣淬等多種方式,其優(yōu)點(diǎn)是可控制不同介質(zhì)或不同流量,壓力來(lái)控制和調(diào)節(jié)各溫度區(qū)域的冷速;或改變不同噴嘴數(shù)量和位置可使冷卻均勻。目前在模具熱處理中流行的真空高壓氣淬即是。汽車模具激光表面硬化

泰格激光技術(shù)——汽車模具激光表面硬化
常發(fā)生在模具棱角、凸臺(tái)、刀紋、尖角、直角、缺口、孔穴、凹模接線飛邊等形狀突變處。這是因?yàn)椋慊饡r(shí)棱角處產(chǎn)生的應(yīng)力是平滑表面平均應(yīng)力的10倍。
(1)鋼中含碳(C)量和合金元素含量愈高,鋼Ms點(diǎn)愈低,Ms點(diǎn)降低2℃,則淬裂紋傾向增加1.2倍,Ms點(diǎn)降低8℃,淬裂傾向則增加8倍;
(2)鋼中不同組織轉(zhuǎn)變和相同組織轉(zhuǎn)變不同時(shí)性,由于不同組織比容差,造成巨大組織應(yīng)力,導(dǎo)致組織交界處形成弧狀裂紋;汽車模具激光表面硬化
(3)淬火后未及時(shí)回火,或回火不充分,鋼中殘余奧氏體未充分轉(zhuǎn)變,保留在使用狀態(tài)中,促使應(yīng)力重新分布,或模具服役時(shí)殘余奧氏體發(fā)生馬氏體相變產(chǎn)生新的內(nèi)應(yīng)力,當(dāng)綜合應(yīng)力大于該鋼強(qiáng)度極便形成弧狀裂紋;
(4)具有第二類回火脆性鋼,淬火后高溫回火緩冷,導(dǎo)致鋼中P、S等有害雜質(zhì)化合物沿晶界析出,大大降低晶界結(jié)合力和強(qiáng)韌性,增加脆性,i服役時(shí)在外力作用下形成弧狀裂紋。汽車模具激光表面硬化

泰格激光技術(shù)——汽車模具激光表面硬化
復(fù)合淬火法
復(fù)合淬火法:先將工件急冷至Ms以下得體積分?jǐn)?shù)為10%~30%的馬氏體,然后在下貝氏體區(qū)等溫,使較大截面工件得到馬氏體和貝氏體組織,常用于合金工具鋼工件。汽車模具激光表面硬化
預(yù)冷等溫淬火法
預(yù)冷等溫淬火法:又稱升溫等溫淬火,零件先在溫度較低(大于Ms)浴槽中冷卻,然后轉(zhuǎn)入溫度較高的浴槽中,使奧氏體進(jìn)行等溫轉(zhuǎn)變。適用于淬透性較差的鋼件或尺寸較大又必須進(jìn)行等溫淬火的工件。汽車模具激光表面硬化


張先生先生
手機(jī):18925080801
地址:廣州市黃埔區(qū)創(chuàng)業(yè)路16號(hào)中航C座二層
電話:020-82369849
傳真:020-82369849
網(wǎng)址:m.eastsidesocialcenter.com
最新信息


